








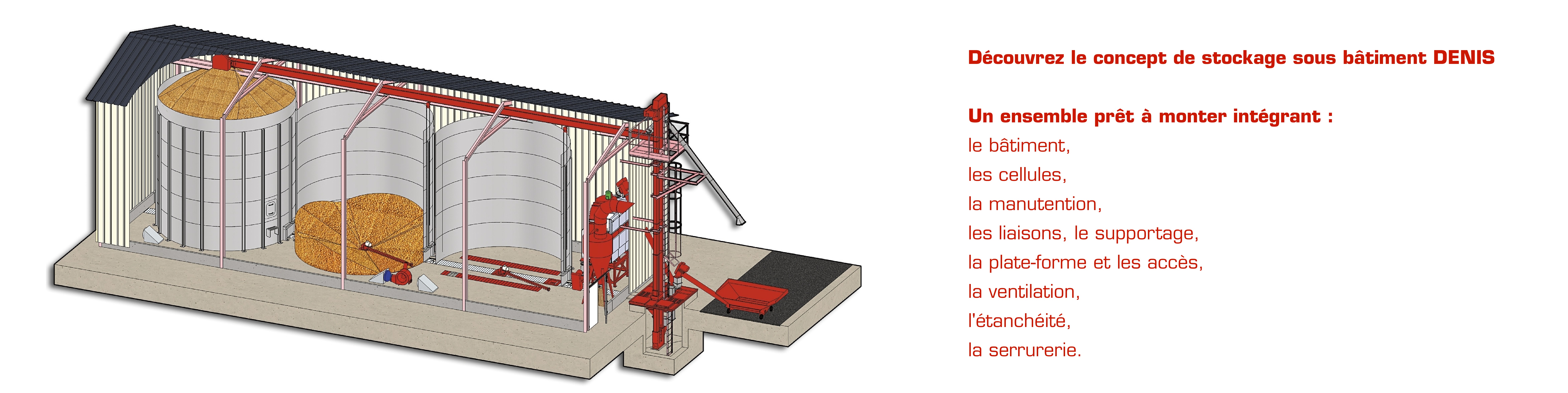



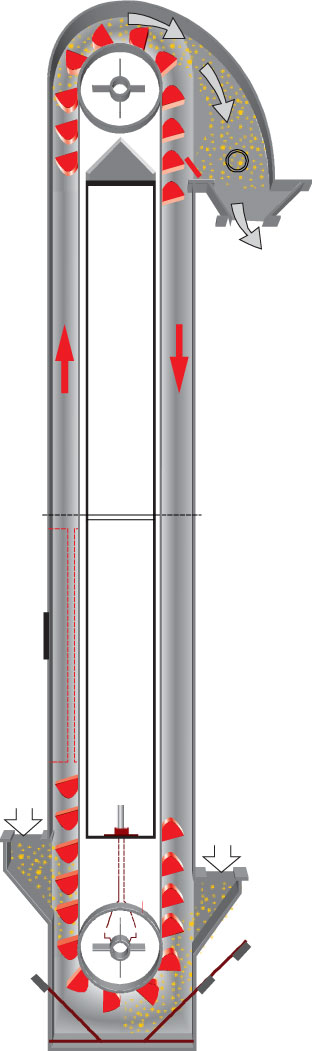
Bucket elevators allow vertical handling of bulk products such as grains, seeds, powders, etc. They have the following advantages:
Robust and practical: strong rigid construction, self-supporting structure, easy to build, compact,easy to maintain
Functional and reliable : flexible specification, reduced speed to suit products, choice of specifications for belt and buckets, access and clean out slides, removable access panel in trunking
Performance with economy: consistent throughputs up to xx m3/ hour, low power requirement, low maintenance
Well designed quality machines: the 180°C oven baked paint finish is applied after a degreasing treatment followed by a phospate primer for every component
Optional: white food quality paint, hot dipped galvanised, stainless steel...
Safety: this equipment conforms with the European Standards for safety and strength and with ATEX, The European Explosion prevention requirements
 Top of the page
Top of the page